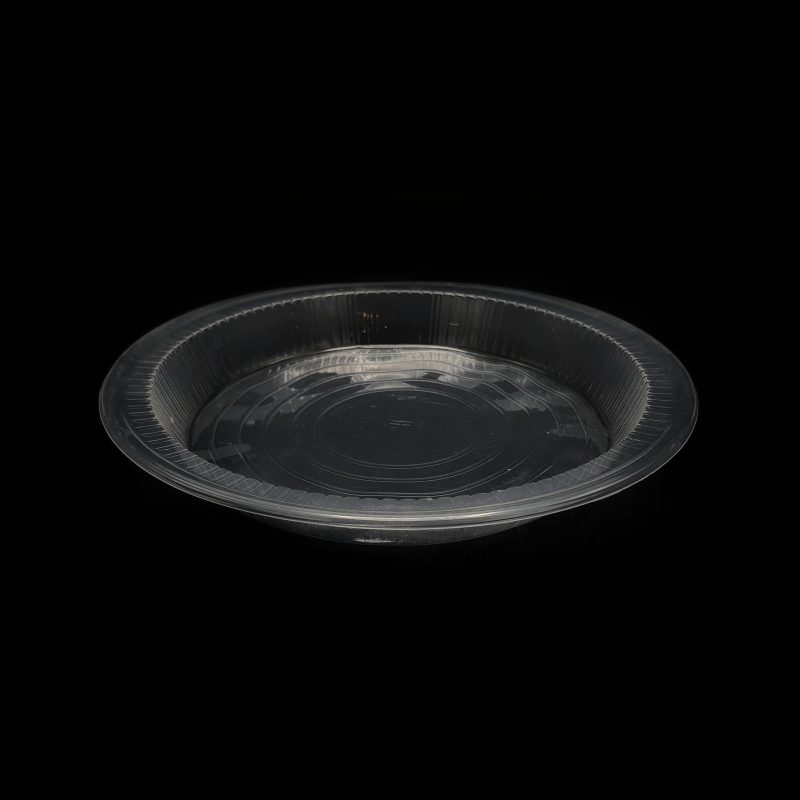
ظروف یکبار مصرف پلی پروپیلنی :
این ظروف دارای استحکامی نرمال و قابل قبول در حد ظروف یکبار مصرف بوده ولی از نظر شکنندگی بسیار نرم میباشد در حدی که درصورت مچاله کردن کامل حتی ظروف نمیشکند و دوباره میتواند به شکل قبلی و بدون ترک برگردد، این نوع ظروف که تقریبا چند سالی است رایج شده بدلیل عدم وجود ماده استایرن در ترکیب اصلی خود (پلی پروپیلن) دارای مواد سمی مانند ظروف قبلی نیست و حتی با توجه به خاصیت مواد آن در صورت ترکیب با مایعات داغ نیز هیچگونه موادی از آن آزاد و در مواد داخل آن نفوذ نمیکند) تقریبا به رنگ شیشهای نیمه شفاف میباشد. ( تنها ظروف یکبار مصرف پلیمری که در تمامی دنیا بصورت مشترک مشکل بهداشتی نداشته و در حال استفاده است همین ظروف پلی پرو پیلنی میباشد) این نوع ماده پلیمری به حدی در برابر گرما و سایر شرایط مقاوم میباشد که از مواد اولیه این ظروف در صنایع تزریقی که ظروف ضخیم بستهبندی آشپزخانهای را تولید میکنند ظروف درب دار خاص را که قابلیت استفاده برای گرم کردن مواد غذای داخل ماکرویو میباشد را تولید میکنند.
هم اکنون نیز از چند سال قبل استفاده از این ظروف در ایران نیز شروع شده و بدلایل زیر استفاده از این مواد برای تولید ظروف بصورت تصاعدی بالا میرود:
۱- مقاومت خوب در برابر مایعات داغ از نظر عدم تغیییر شکل
۲- عدم وجود احتمال سرطانزا بودن مصرف این ظروف همانند ظروف قبلی پلی استایرنی
۳- قیمت پایین مواد اولیه این ظروف نسبت به سایر مواد اولیه پلیمری تولید مواد پلی پروپیلن در اکثر پتروشیمیهای ایران
۴- با توجه به خاصیت مواد پلی پروپیلن ، امکان تولید انواع ظروف خاص با اشکال مختلف و زوایا قابل امکان است
۵- با انعطاف پذیری بالا احتمال شکستن و ترک برداشتن این ظروف در موقع حمل و بارگیری نسبت به سایر ظروف بسیار کمتر است
۶- خاصیت و ساختار این مواد اولیه امکان تولید ظروف با تیراژ بالاتر، نسبت به سایر ظروف را فراهم ساخته است.